
-
Металлообработка
- Токарные станки
- Фрезерные станки
- Ленточнопильные станки
- Сверлильные станки
- Шлифовальные станки
- Листогибочное оборудование
- Гильотинные ножницы
- Вальцы
- Обработка арматуры
- Трубогибы и профилегибы
- Отрезные станки
- Прессовое оборудование
- Станки для листа
- Тиски
- Оснастка и комплектующие
- Заточные для сверл и фрез
- Художественная ковка металла
- Деревообработка
- Главная >
- Все статьи >
- Пресс-ножницы для металла
Пресс-ножницы для металла
 Пресс-ножницы для металла — универсальное оборудование для работ по металлу любой сложности. Могут быть комбинированными — такие изделия имеют дыропробивной пресс для создания отверстий в алюминии, стали и титане.
Пресс-ножницы для металла — универсальное оборудование для работ по металлу любой сложности. Могут быть комбинированными — такие изделия имеют дыропробивной пресс для создания отверстий в алюминии, стали и титане.
Современные устройства ускоряют проведение работ, снижая потери металла. Используются в прессовых цехах, на строительных металлобазах, на предприятиях, обрабатывающих вторчермет. Применяются для вырубки пазов, обработки материала, резки металлических листов, создания отверстий в изделиях из металла.
Классификация
Комбинированные пресс-ножницы — класс кузнечно-прессового оборудования для резки больших объемов металла.
Установки классифицируют по нескольким признакам.
Тип привода
- механические;
- гидравлические.
Технологические возможности
- работающие с прутком и проволокой;
- способные получать штучные изделия из сортового проката и полосы;
- скрапные для металлолома.
Степень автоматизации
- работающие на ручном управлении;
- имеющие автоматизированные рольганги и сбрасыватели готовых заготовок,
- действующие в специализированных заготовительных линиях.
Способ установки
- стационарные, которые устанавливаются на фундамент;
- мобильные, применяемые в подразделениях МЧС.
Технические характеристики оборудования регламентируются государственными стандартами: ГОСТ 7355 — комбинированные пресс-ножницы; ГОСТ 8248 — сортовые ножницы; ГОСТ 15032 — оборудование аллигаторного типа.
Маркировка
Для обозначения модели пресс-ножниц по металлу применяется специальная маркировка:
- Н — пресс-ножницы;
- Буква или буквенное сочетание после основной «Н» указывает на модификации базовой модели.
- За буквами следуют цифры: первая указывает тип привода ножниц, вторая — на технические особенности оборудования. Две последних цифры соответствуют номинальному усилию в тс.
Базовая линейка инструмента основана на предпочтительном ряде чисел. Технические характеристики определяются с помощью таблицы.
| Последние две цифры в названии модели ножниц | Номинальное усилие,тс |
|
22 |
25 |
| 24 | 31,5 |
| 26 | 40 |
| 27 | 50 |
| 28 | 63 |
| 29 | 80 |
| 30 | 100 |
| 31 | 125 |
| 32 | 160 |
| 34 | 250 |
| 36 | 400 |
| 38 | 630 |
| 40 | 1000 |
| 46 | 4000 |
Конструкция
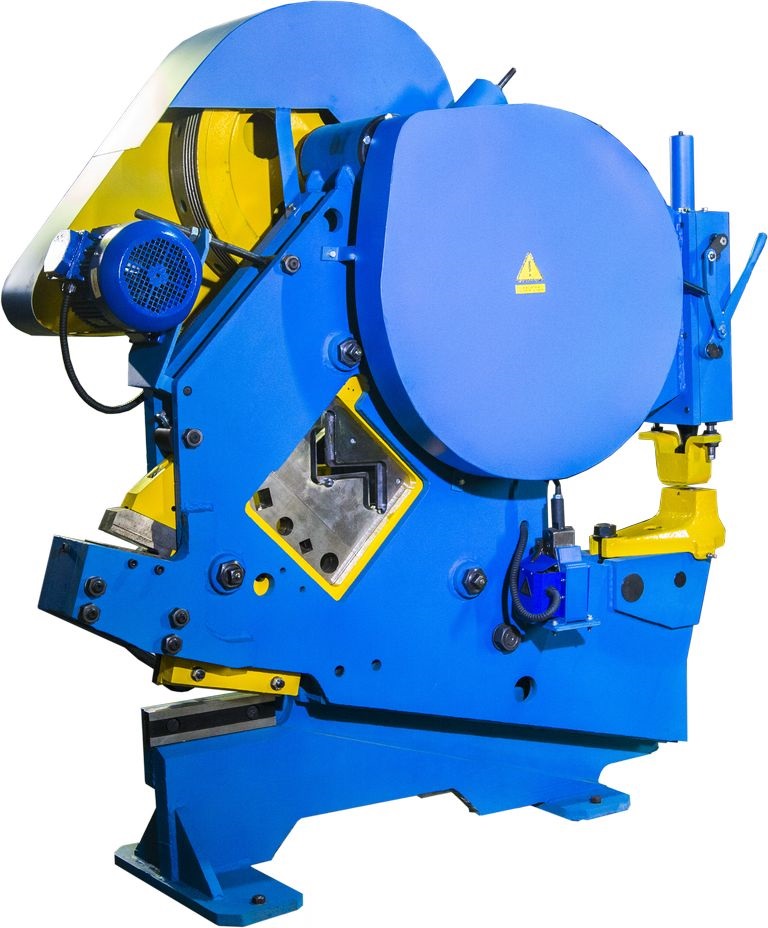
В основе инструмента — сварной каркас, который состоит из двух листов: заднего и переднего. Их толщина варьируется от 25 до 50 мм. Устройство напоминает гильотину с прессом, который усиливает ее действие. Конструкция оборудования включает лезвия для рубки металла и инструмент для пробивки дыр — они крепятся на одну станину, а энергию получают от гидравлического привода.
Инструмент состоит из трех частей:
- механизм для работы с сортовым металлов;
- механизм для резки металлопроката;
- механизм для пробивки отверстий.
Преимущества современных моделей — возможность выполнять множество операций, экономя рабочее пространство, наличие системы численно-программного управления (ЧПУ). Управление системой производится с помощью автоматического пульта. В станках есть специальные предохранители от перегрузок во время работы.
Компоненты
В кривошипные пресс-ножницы входят следующие узлы:
- приводной электродвигатель переменного тока;
- промежуточная зубчатая передача;
- приводной вал с системой включения;
- маховик;
- узел подпора отрезаемой части прутка или сортового проката;
- эксцентриковый вал;
- шатун с ползуном с прикрепленными подвижными ножами;
- механизм зажима обрабатываемой заготовки;
- задний упор;
- регулируемый рольганг для подачи исходного материала;
- станина.
Принцип действия
Цикл разрезки металла состоит из нескольких этапов. Резка происходит в следующей последовательности:
- Оператор включает рольганг и отправляет профиль в рабочую зону аппарата. Необходимая длина при этом выставляется при помощи заднего упора.
- Обрабатываемый материал фиксируется зажимным приспособлением. Для обеспечения постоянства горизонтальной оси металла в процессе, он подпирается компенсатором.
- Включается электродвигатель, срабатывает муфта включения. Ленточный тормоз размораживает вал.
- Крутящий момент передается на кривошипный вал через зубчатую передачу. Там с помощью кривошипно-шатунного механизма вращение преобразуется в поступательное движение рабочего ножа.
- Отрезанная часть изделия попадает на приемный лоток, а после — в специальный ящик для заготовок.
- Одновременно с этим кривошипно-шатунный механизм возвращается наверх, в свое исходное положение — начинает работу система включения.
- Вал фиксируется автоматически с помощью тормоза ленточного типа.
Типы пресс-ножниц
Гидравлические
 Обеспечивают быструю и точную резку, экономят расходные режущие приспособления. Используются в ремонтных цехах, на машиностроительных предприятиях, комбинатах по производству и утилизации металлоконструкций.
Обеспечивают быструю и точную резку, экономят расходные режущие приспособления. Используются в ремонтных цехах, на машиностроительных предприятиях, комбинатах по производству и утилизации металлоконструкций.
Оборудование состоят из станины, которая изготавливается методом литья или сварным способом. Она должна быть сверхпрочной: выдерживать усилия от работы гидравлической машины, вес конструкции и обрабатываемого металла. Станина крепится вертикально к основанию из бетона. Ход ножей осуществляется по строго заданной траектории. Гидравлические пресс-ножницы работают от силового гидроцилиндра.
На таком оборудовании ползун можно дольше выдерживать в крайней нижней точке, что улучшает качество реза. В некоторых аппаратах присутствует функция угловой резки профиля и возможность дальнейшей гибки. Если заменить ножи на матрицы и пуансоны, пресс-ножницы гидравлического типа можно использовать в качестве пресса — для изготовления штампованных деталей.
Аллигаторные и арматурные
 Вместо фрикционной муфты в конструкции предусмотрена жесткая муфта с поворотными шпонками. Она проще в конструктивном плане, более неприхотлива в обслуживании и не требует постоянной подачи сжатого воздуха. При этом скорость основного исполнительного механизма ножниц ниже. Ползун в устройстве совершает качательные движения вместо возвратно-поступательных.
Вместо фрикционной муфты в конструкции предусмотрена жесткая муфта с поворотными шпонками. Она проще в конструктивном плане, более неприхотлива в обслуживании и не требует постоянной подачи сжатого воздуха. При этом скорость основного исполнительного механизма ножниц ниже. Ползун в устройстве совершает качательные движения вместо возвратно-поступательных.
При разделке крупного материала такое устройство обеспечивает функциональность пресс-ножниц при высокой величине рабочего хода. Разделывать металлолом на оборудовании проще — расстояние между подвижными и неподвижными ножами на нем больше. При этом качество резки немного снижается.
Схожую схему имеют арматурные ножницы. Главное отличие заключается в диапазоне разрезаемых диаметров — в арматурных пресс-ножницах он меньше. Привод конструкции — одноступенчатый, что уменьшает габариты оборудования и увеличивает суммарный КПД привода.
Ручные
Применяются на частном производстве, в мелком бизнесе, в слесарных мастерских и местах приема металлолома. Ручные пресс-ножницы рассчитаны на небольшое количество обрабатываемого металлолома, профильного и листового металла, создание заготовок малого размера.
Оснащены многофункциональной рабочей зоной, которая не требует дополнительной наладки по ходу работы. Рычажные приспособления имеют два ножа, один из которых неподвижно крепится к станине, второй двигается под действием рычажного механизма в вертикальной плоскости. Рычаг функционирует за счет мускульной силы оператора и системы механических передач.
С помощью такого оборудования возможна резка полосы, вырубка узких пазов, сортового профиля, выполнение отверстий. Аппарат компактен, не требует заливки фундамента, его легко перенести и смонтировать в другом месте.


 08.11.2022
Все о ленточнопильных полотнах
Ленточные пилы для резки металлов
Для современных ленточнопильных технологий обработки металлов рынок предлагает сегодня ленточные пилы из углеродистых сталей и биметаллические - с пружинной основой и зубьями из быстрорежущей стали или твёрдого сплава. Многообразие конструктивных п …
08.11.2022
Все о ленточнопильных полотнах
Ленточные пилы для резки металлов
Для современных ленточнопильных технологий обработки металлов рынок предлагает сегодня ленточные пилы из углеродистых сталей и биметаллические - с пружинной основой и зубьями из быстрорежущей стали или твёрдого сплава. Многообразие конструктивных п …
 22.10.2018
Что такое фрезерные станки с ЧПУ
Трехосевой фрезерный станок с ЧПУ — распространенный вид оборудования, по конструкции схожий с фрезерным вертикальным автоматом. Ось перемещается под строгим контролем программной системы управления. Программирование аналогично работе с токарным станком на числовом управлении, но добавляется ось …
22.10.2018
Что такое фрезерные станки с ЧПУ
Трехосевой фрезерный станок с ЧПУ — распространенный вид оборудования, по конструкции схожий с фрезерным вертикальным автоматом. Ось перемещается под строгим контролем программной системы управления. Программирование аналогично работе с токарным станком на числовом управлении, но добавляется ось …
 21.09.2018
Плоскошлифовальные станки по металлу
Среди оборудования для шлифовки наибольшее распространение в промышленном производстве получили плоскошлифовальные станки по металлу. С их помощью выравнивают рабочие поверхности, снимают припуск и облой, добиваются эстетичного внешнего вида.
Плоскошлифовальные станки производительны и точны …
21.09.2018
Плоскошлифовальные станки по металлу
Среди оборудования для шлифовки наибольшее распространение в промышленном производстве получили плоскошлифовальные станки по металлу. С их помощью выравнивают рабочие поверхности, снимают припуск и облой, добиваются эстетичного внешнего вида.
Плоскошлифовальные станки производительны и точны …